|
Вакуумное ионно-плазменное упрочнение и нанесение декоративных покрытий на инструмент:
Предлагается вакуумная ионно-плазменная обработка партий инструмента с целью повышения износостойкости и улучшения декоративных свойств.
Упрочнение осуществляется за счет нанесения износостойких покрытий вакуумно-дуговым методом КИБ без ионного пучка, либо с ассистированием высокоэнергетическим (20 - 150 кэВ) ионным пучком, а также за счет полиэнергетической имплантации металлическими ионами с энергией до 150 кэВ.
Улучшения декоративных свойств осуществляется за счет нанесения декоративных покрытий.
Для реализации указанных технологий имеется модернизированная вакуумная установка ННВ-6.6-И, оснащенная имплантором металлических высокоэнергетических ионов типа «Сокол»,
и участок подготовки инструмента к нанесению покрытий. Фото установки показано на рис. 1.
Производственный участок вакуумных ионно-плазменных технологий получения упрочняющих покрытий оснащен двумя установками дугового типа ННВ 6.6.1 с системами дугогашения и ионного ассистирования.
Имеется необходимое технологическое и контрольно измерительное оборудование: участок подготовки поверхности перед нанесением покрытий, участок контроля покрытий
Начиная с 2005 года ООО «НПП Булат» участвует в работах по созданию предварительной технологии упрочняющих покрытий на осевой твердосплавный инструмент,
применяемый при изготовлении лопаток ГТД в ОАО «НПО Сатурн».
ООО «НПП Булат» имеет опыт проведения работ по отработке отдельных систем вакуумных установок нанесения покрытий, в частности,
на предприятии ведутся работы по испытаниям и отработке:
- импульсной системы дугогашения
- системы улавливания капельной фазы
- системы контроля температуры инструмента при напылении
- системы подачи и смешения рабочих газов
- дуговых и магнетронных распылителей
- имплантора ионного ассистирования
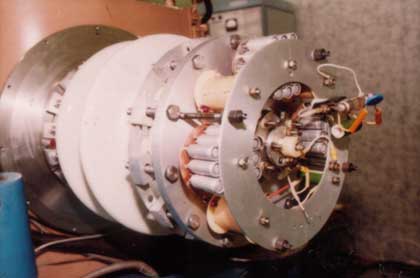


Рис. 1. Модернизированная установка ННВ-6.6-И с имплантором Сокол
|
Основные технические характеристики модернизированной установки ННВ-6.6-И |
ННВ-6.6-И |
|
Вакуумный
объем: |
|
|
|
диаметр, мм |
|
600 |
|
высота, мм |
|
600 |
|
Рабочий
вакуум, Па |
|
0,10-0,2 |
|
Линейный
размер обрабатываемых деталей, мм |
|
до 350 |
|
Величина
загрузки, кг |
|
до 30 |
|
Время
одного цикла обработки, мин. |
|
до 60 |
|
Число
испарителей,
один из
которых оснащен сепаратором капель |
|
3 |
|
Ток на один
испаритель, А |
|
до 100 |
|
Средний ток
ионов из имплантора, мА |
|
до 100 |
|
Энергия
ионов из имплантора (по однозарядным ионам), кэВ |
|
до 30 |
|
Тип ионов
из имплантора |
|
ионы любых
твердых
проводящих
веществ |
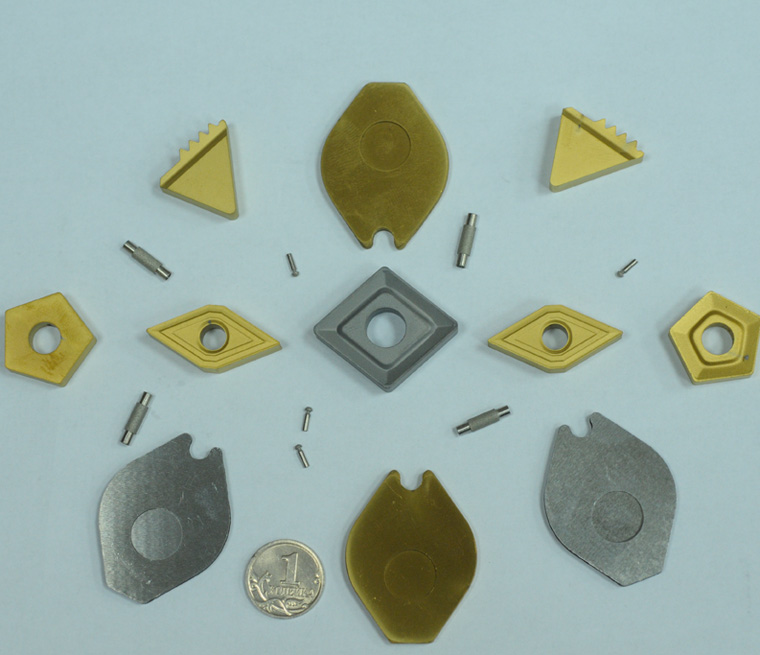
К настоящему времени освоены следующие технологии ионно-плазменных обработок:
а) Нанесение износостойких покрытий:
- металлы: Сг, Ti, Zr (гл. обр. для штампов и прессформ),
- их сверхтвердые соединения: нитриды TIN, CrN, ZrN
- композиционные многослойные покрытия со слоями нанометрической толщины,
напр., многократно повторяющиеся бислои (напр., TiN/CrN). Подобные структуры
наиболее адаптированы к сопротивлению микроразрушению в условиях повышенных
термомеханических напряжений, действия активных физико-химических процессов и
имеют лучшие показатели по сопротивляемости изнашиванию в указанных условиях.
Тип наносимого износостойкого покрытия зависит от вида и материала инструмента, вида механической обработки, а также от материала обрабатываемого изделия.
б) Поверхностное упрочнение за счет полиэнергетической имплантации ионами
любых проводящих веществ (металлов, их сплавов и соединений). Данный метод
упрочнения обычно применяется для малоразмерного инструмента и инструмента,
обрабатывающего «мягкие» материалы (бумага, резина, биоткань и др.). Для уменьшения
коэф. трения целесообразно сочетать имплантацию с нанесением покрытия из
дихалькогенидов тугоплавких металлов (M0S2, MoSe2. ) и др. твердых смазок.
в) Нанесение декоративных покрытий:
- металлы и сплавы: Cr, Ti, Си, нерж. сталь, латунь, бронза и др. (гл.обр. на
нережущие поверхности ручного инструмента),
- нитриды: TiN (золотой), ZrN (светло-золотой), CrN (серебряный),
(серебряный) и др.
- окислы: TiCh и ZrCh - многоцветные.
Имеющийся опыт работы
Коллектив исполнителей занимается данной тематикой более 15 лет по контрактам и договорам с MOM СССР, Российским авиационно-космическим агентством Росавиакосмос, с различными предприятиями, входящими, в том числе, в Росавиакосмос и Минатом РФ, а также с зарубежными организациями.
За время работы были разработаны и изготовлены различные вакуумные установки для нанесения покрытий и ионной имплантации, а также ряд электрофизических устройств, используемых в этих установках.
Разработаны технологические процессы поверхностного упрочнения инструмента и деталей машин за счет нанесения износостойких покрытий и ионной имплантации.
Обработано более 5000 единиц инструмента, деталей машин и технологической оснастки (штампов, прессформ и т.д.) по заказам более чем 25 заводов и организаций России. Некоторые результаты цеховых испытаний инструмента после ионно-плазменных обработок представлены в таблице.
|
Название
инструмента |
Материал
инструмента |
Материал, обрабатыв. |
Предприятие,
проводившее
испытание |
Упроч-нение (разы) |
|
Концевые фрезы |
тверд, сплав
ВК8 |
03X11
HI 0M2T |
ЗИХ |
2 |
|
Резцы расточные
концевые |
тверд, сплав ВК60М |
12Х18Н10Т |
ЗИХ |
2 |
|
Матрицы для
высадки болтов |
тверд, сплав ВК20КС |
ст. 3 |
НПО им. С. А.Лавочкина |
2 |
|
Ножи для рубки
трубок |
Р18
Р9М4К5 |
сталь |
НПО
"Композит" |
14-15 |
|
Медицинские
скальпели |
3X13 |
биолог, ткань |
ММ А им.
Сеченова |
4 |
|
Режущие пластины |
тверд, сплав
МС 3210-024 |
ЗОХГНМ |
ОМПО им.
Баранова |
5-6 |
|
Штамп вырубной |
7ХГ2ВМ |
ст. 10 |
Свердл. з-д
автоматики |
2 |
|
Штамп вырубной |
ЗОХГСА |
ст. 10 |
Омский эл.-механич. з-д |
3 |
|
Зенкер |
Р18 |
ст. 45 |
Сибэнергомаш |
2 |
|
Сверло 033 |
|
ст.45 |
Сибэнергомаш |
4,5 |
|
Пробки-калибры |
ШХ15 |
констр.сталь |
ГПЗ-29
(Томск) |
4-5 |
|
Высадочной
инструмент |
Р9К5 |
ст. 20 |
З-д "Металлист"(Серпухов) |
2 |
|
Режущие пластины |
ВК8 |
титановые
сплавы |
ММЗ «Знамя
труда» |
3-5 |
|
Режущие пластины |
керамика
ВОК71 |
40Х |
Станкоинструментальный Институт |
до И |
|
Режущие пластины |
тверд., сплав ММ-2 |
колесные пары |
Вагонное депо
Москва-Смоленская |
2 |
В настоящее время постоянно ведется обработка небольших и средних партий инструмента, деталей машин, медицинского инструмента.
Направления перспективных разработок
Одно из наиболее эффективных направлений совершенствования технологии синтеза многофункциональных покрытий связано с разработкой технологий получения
многослойно-композиционных покрытий с нано метрической толщиной каждого из слоев на основе одинарных, двойных и тройных соединений тугоплавких металлов IY - YI групп Периодической системы элементов (карбиды, нитриды, бориды, оксиды и их смеси). Толщина каждого слоя таких покрытий может составлять нескольких нанометров,
что позволяет не только предельно уменьшить количество различных дефектов, но и реализовать «теоретическую» прочность материала покрытия.
Использование изделий с подобными покрытиями позволяет эффективно решить целый ряд задач для широкой гаммы проблем машиностроения.
В частности, применительно к одному из самых массовых изделий - режущему инструменту, что повышает производительность различных технологических операций резания, рост точности и качества обработки, снижение расхода дорогостоящих инструментальных материалов, возможность реализации экологически безопасного резания без применения СОТС.
|
|
|